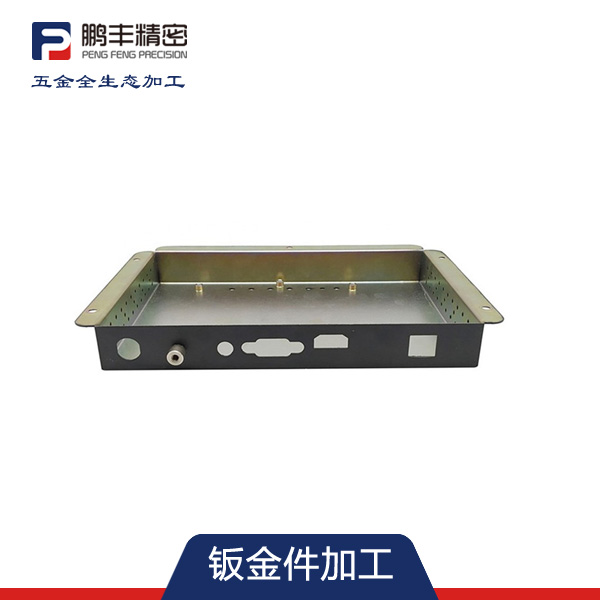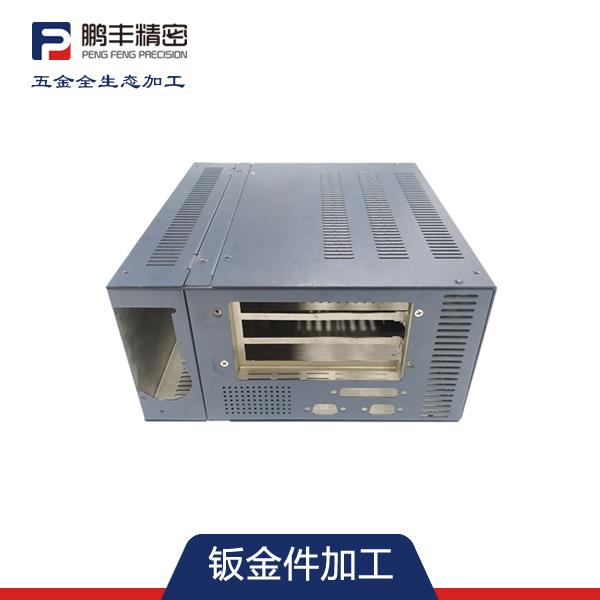












冷冲压加工、热冲压加工
多种工艺按需供应

深拉伸、浅拉伸
按需定制加工

激光切割、钣金折弯、焊接等
以及表面处理
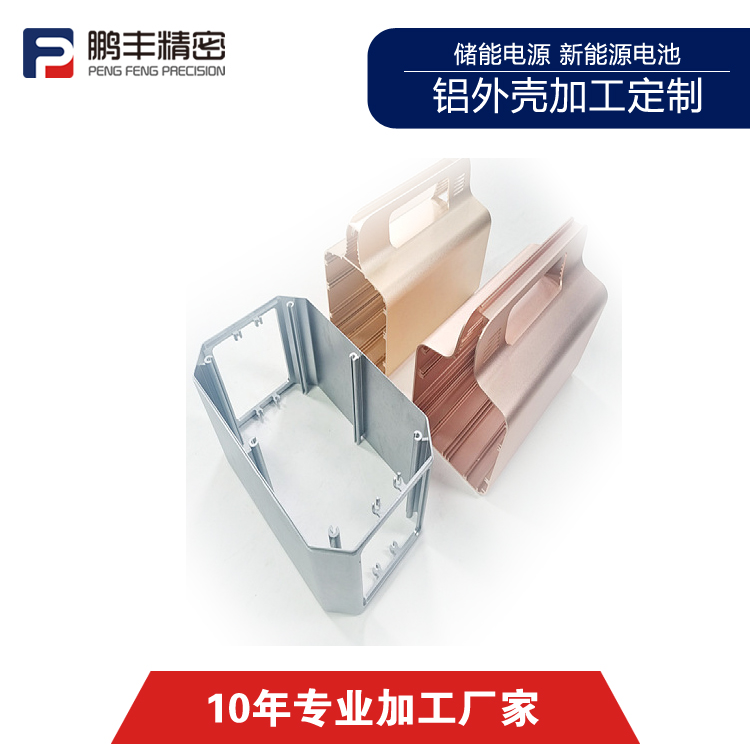
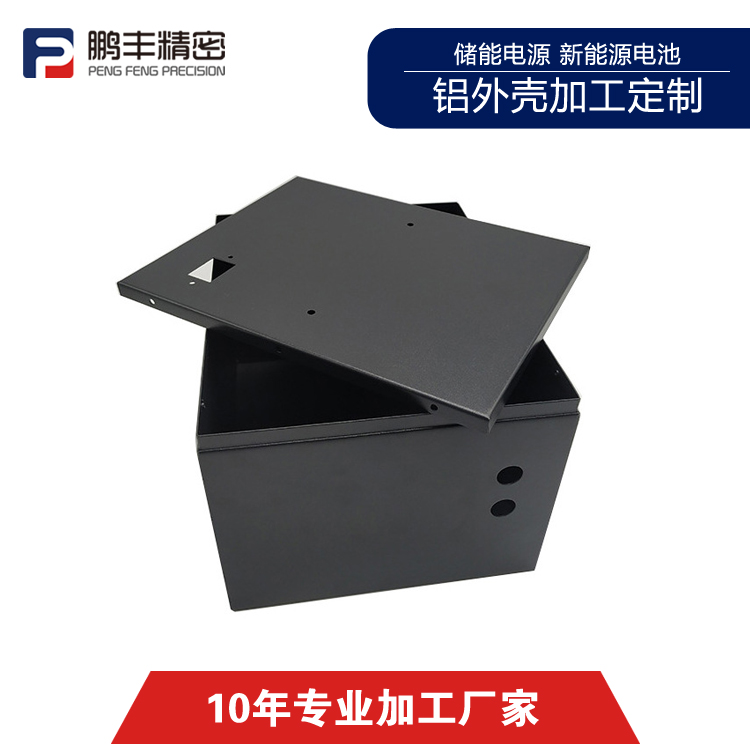
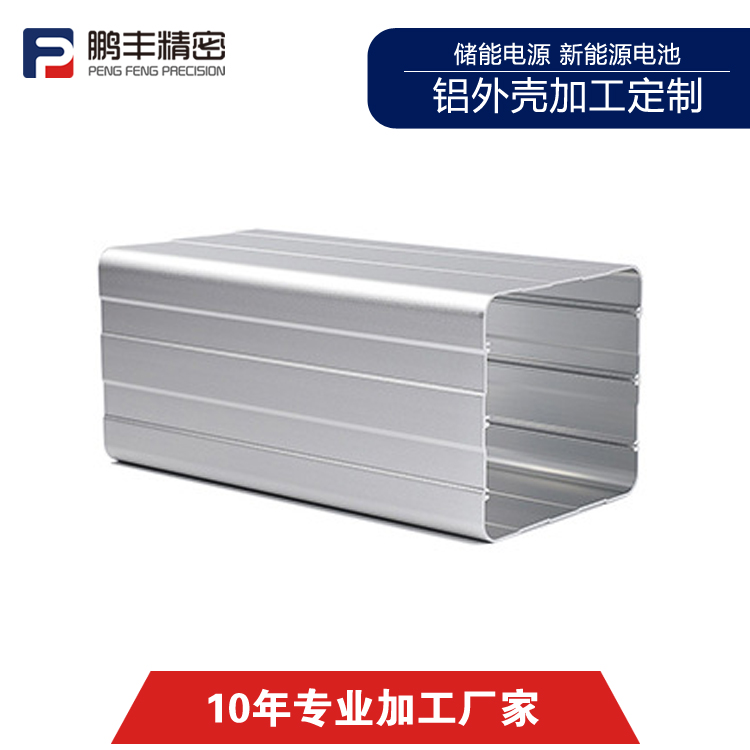
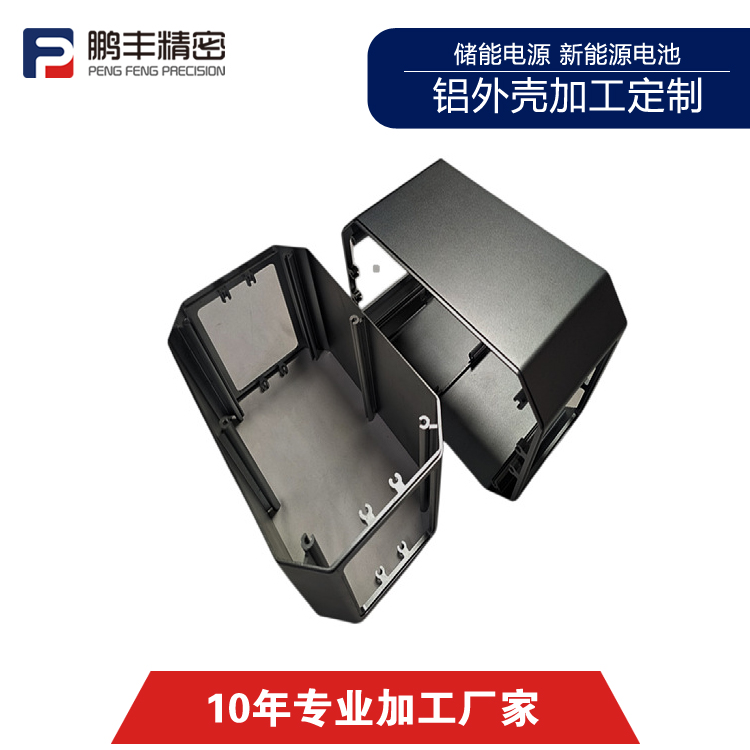
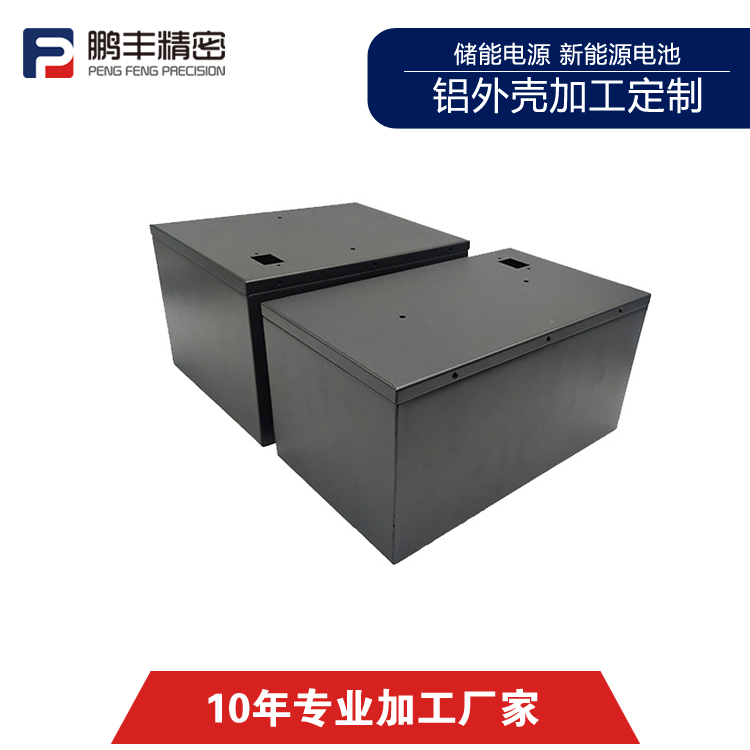
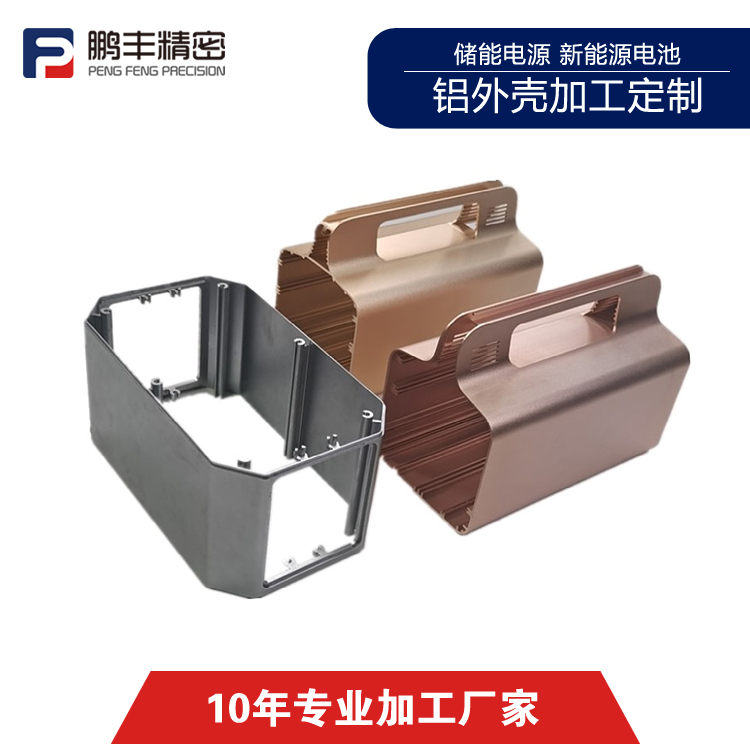
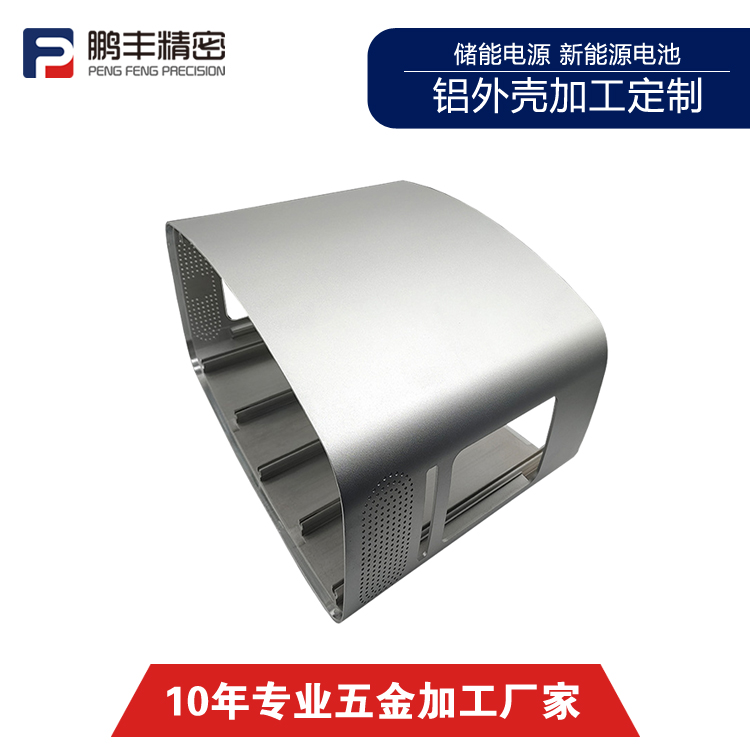
新能源电池,储能电源外壳
加工定制
CNC铣加工、CNC车加工
辅助工艺、表面处理



先进器械设备(台)
生产员工规模(人)
自营工厂规模(㎡)
工艺加工中心(个)
原材料仓库(个)
年产能(万件)

在金属加工领域中,深拉伸模具技术是一种重要的成形手段,广泛应用于汽车、家电等多个行业。而“向上拉伸”作为深拉伸过程中的一种关键操作方式,在确保产品质量与提高生产···

鹏丰精密五金有限公司全体员工:根据国务院对2023年端午节的放假通知精神,结合我公司实际情况,现将我公司端午节放假具体安排通知如下:2023年端午节放假,共1天。6月21日(星···
Copyright © 2024深圳市鹏丰精密五金有限公司 All Rights Reserved 粤ICP备18084774号



 137-1496-2643
137-1496-2643